您好!欢迎来到亚贝智能装备有限公司官网!
企业视频
|
抖音视频
|
客户留言
FPC|PCB分板机、脉冲加热焊锡机
中文
ENGLISH
亚贝首页
走进亚贝
分板机
热压机
产品中心
荣誉证书
合作伙伴
新闻中心
人才资源
联系我们
新闻中心
公司新闻
行业资讯
分板机资讯
常见问题
推荐产品
中山灯条分板机 YLVC-1
中山led灯条分板机 YLVC-1
亚兰焊接机,光器件焊接机,光..
联系我们
河南亚贝智能装备有限公司
地址:河南省南阳市邓州市湍河街道西湖美景
电话:0769-8176 8376
售后:13528582360
联 系 人:135 2858 2360 史先生
联 系 人:180 2829 6890 亚贝
FPC冲床模具分板机,冲压分板机,FPC分板机,铡刀式分板机,pcba分板机,FFC/FPC锡焊接PCB,光通讯FPC排线焊锡机,光器件排线热压机等生产销售
当前位置:
首页
»
新闻中心
»
公司新闻
» 墨盒芯片陶瓷片焊接排线
墨盒芯片陶瓷片焊接排线
发布日期:2025-8-9 10:15:46 阅读次数:1023
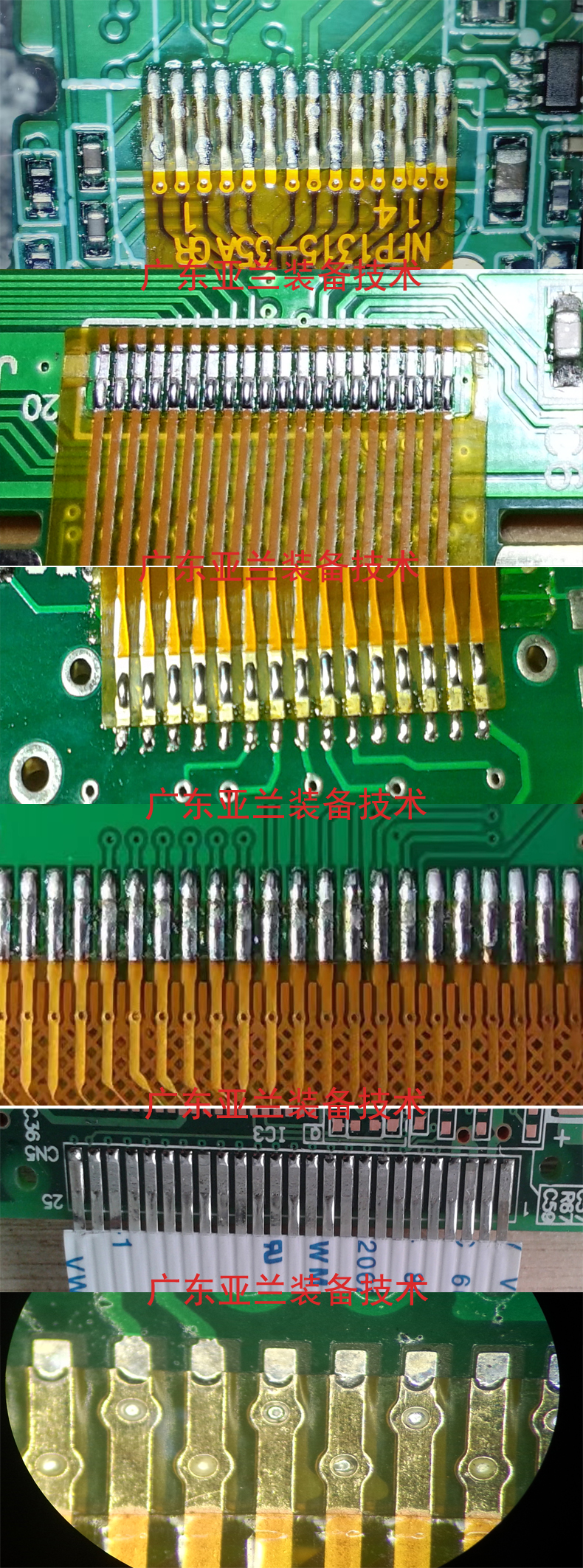
一、焊接核心需求与难点
材料特性
陶瓷片:硬度高但脆性大,热膨胀系数较低,高温下易因应力开裂,需严格控制加热温度和时间。
排线:通常为
FPC(柔性印刷电路板)
或
FFC(柔性扁平电缆)
,导体为铜箔(厚度可能仅 10-30μm),表面可能覆盖锡层或金层,焊接时需避免铜箔氧化、脱落或排线褶皱。
焊接点:墨盒芯片陶瓷片表面可能有镀金或镀锡的电极焊点(尺寸可能小至 0.5-1mm),需与排线的对应焊点精准对位并形成可靠导电连接。
核心要求
温度精准:焊接温度需匹配排线焊锡熔点(通常 183-230℃,具体取决于锡膏 / 焊锡类型),避免陶瓷片过热损坏。
压力均匀:压头需对排线施加稳定且均匀的压力,确保焊点紧密接触,同时避免压力过大导致陶瓷片碎裂或排线压断。
对位精准:排线与陶瓷片焊点的对位偏差需控制在 0.1mm 以内,否则可能导致虚焊或短路。
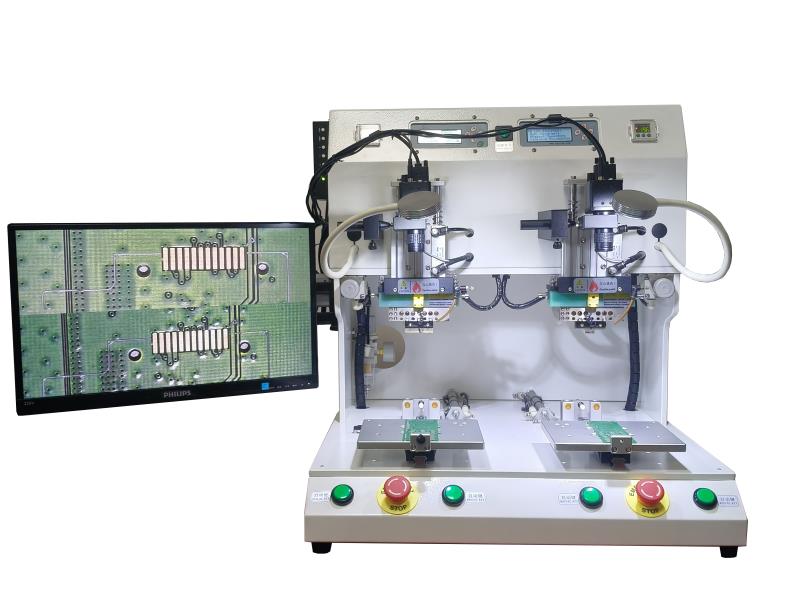
二、推荐焊接设备:脉冲热压机
脉冲热压机凭借
精准控温、压力可调、局部加热
的优势,成为该场景的理想选择,推荐使用亚兰装备的
YLPP 系列(如 YLPP-2B)
或类似精密机型,核心原因如下:
温度曲线可控
:可设置预热 - 恒温 - 冷却的三段式温度曲线,预热阶段去除排线表面氧化层,恒温阶段实现焊锡熔融,冷却阶段快速固化,减少陶瓷片热应力。
压力数字化调节
:通过数字压力计预设压力(通常 0.1-1kgf 范围内可调),配合钛合金或钼合金压头(导热均匀、轻量化),避免局部压力集中。
真空对位辅助
:部分机型的真空吸附功能可固定陶瓷片和排线,减少手动对位误差,尤其适合小尺寸焊点的精准对齐。
三、焊接工艺流程
1. 前期准备
材料预处理
陶瓷片:用无水乙醇清洁表面焊点,去除油污或杂质,检查是否有裂纹或电极脱落。
排线:裁剪至合适长度,清洁焊点表面(可用橡皮擦轻擦去除氧化层),若排线无预涂焊锡,需在焊点处涂抹少量
低熔点锡膏(如 Sn63/Pb37,熔点 183℃)
或使用助焊剂(减少氧化)。
工具:准备显微镜或 CCD 对位系统(辅助精准对位)、镊子(夹持排线)、无尘布和无水乙醇(清洁工具)。
2. 设备参数设置
温度参数
:
预热温度:80-120℃(软化助焊剂,去除潮气),持续 5-10 秒。
焊接温度:根据焊锡熔点设置,通常比熔点高 10-30℃(如锡膏熔点 183℃,焊接温度设为 190-210℃),持续 3-5 秒(避免长时间高温)。
冷却温度:自然冷却或通入冷风至 60℃以下再卸压,减少焊点应力。
压力参数
:根据排线厚度和陶瓷片强度,设置压力为 0.2-0.5kgf(通过设备压力计精确调节),压头接触面积需覆盖排线焊点区域,避免单点受力过大。
压头选择
:采用
钛合金小尺寸压头
(如宽度 3-5mm,长度匹配排线焊点分布),确保传热均匀且重量轻,减少对陶瓷片的冲击。
3. 对位与固定
将陶瓷片放置在热压机工作台上,开启真空吸附功能固定(若设备支持)。
通过显微镜观察,用镊子将排线的焊点与陶瓷片电极精准对齐,确保无偏移(偏差需<0.1mm),可在排线非焊点区域用高温胶带辅助固定(避免胶带接触焊点)。
4. 焊接操作
启动热压机,压头按预设温度曲线下降并接触排线,施加设定压力。
全程通过设备显示屏监控温度和压力曲线,确保无异常波动(如温度骤升、压力不稳)。
焊接完成后,压头自动抬起,待焊点冷却至室温后,关闭真空,取下工件。
5. 质量检测
外观检查:用显微镜观察焊点是否饱满、无虚焊(焊点呈亮银色,无气泡、针孔),排线无褶皱、陶瓷片无裂纹。
导电性测试:用万用表检测排线与陶瓷片焊点之间的导通性,电阻需<0.5Ω(确保低接触电阻)。
可靠性测试:可进行简单的拉力测试(用镊子轻拉排线,焊点无脱落)或冷热冲击测试(模拟墨盒使用环境)。
墨盒芯片
陶瓷片焊接排线
上一篇:
高速线束脉冲热压焊接机,墨盒芯片陶瓷片焊接排线
下一篇:
墨盒芯片再生焊接机操作常见故障及处理方法
热门文章推荐
[2026-06-12]
铝基板分板机推荐-铡刀式分板机新选择..
[2026-06-05]
高效铝基板铡刀式分板机-PCB分板利器
[2026-05-27]
hotbar哈巴机 高速光模块哈巴焊机,高速..
[2026-05-17]
双工位脉冲热压机 液晶显示屏排线压合..
[2026-05-07]
FPC/FFC焊锡机 PCB板软排线连接精密瞬..
[2026-04-22]
哈巴压焊机,脉冲热压焊锡机,亚兰FPC焊..
[2026-03-20]
光通讯器件FPC柔性线路板焊接机哈巴焊..
[2026-03-04]
光器件模块焊接机 脉冲式热压机 亚贝装..
[2026-02-27]
脉冲热压机 哈巴机 亚兰高速线排线焊接..
[2026-02-09]
哈巴焊机 墨盒芯片热压机 光器件焊接机..
亚贝首页
|
走进亚贝
|
分板机
|
热压机
|
产品中心
|
荣誉证书
|
合作伙伴
|
新闻中心
|
人才资源
|
联系我们
亚贝智能装备有限公司版权所有 @ Copyright 2004
粤ICP备11043866号
粤公网安备 44190002006402号
、
服务热线:0769-81768376 地址:广东省东莞市长安镇振安西路7号鑫永盛科技园A栋3楼 [
网站地图
]
*
FPC冲床分板机
、
冲压分板机
、
FPC分板机
、
铡刀式分板机
、
pcb裂片机
、
墨盒芯片再生焊接机
、
哈巴焊机
、
光器件模块热压机
、
光通讯器件热压机
*




 一、焊接核心需求与难点
一、焊接核心需求与难点